 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produk
- Cetakan Peralatan Rumah Tangga Besar
- Cetakan Peralatan Rumah Tangga Kecil
- Cetakan Bagian Rumah Tangga Plastik
- Cetakan Peralatan Medis Plastik
- Cetakan Fasilitas Kantor Plastik
- Cetakan Suku Cadang Otomotif Plastik
- Cetakan Suku Cadang Sepeda Motor Plastik
- Cetakan Produk Hewan Peliharaan
- Cetakan Plastik Kursi
- Cetakan Bagian Industri Plastik
- Cetakan Injeksi Peti Plastik
- Cetakan Produk Anak Plastik
- Cetakan Plastik Berdinding Tipis
- PET Preform Dan Cetakan Tutup
- Cetakan Pemasangan Pipa Plastik
- Produk Plastik
- Cetakan Lainnya







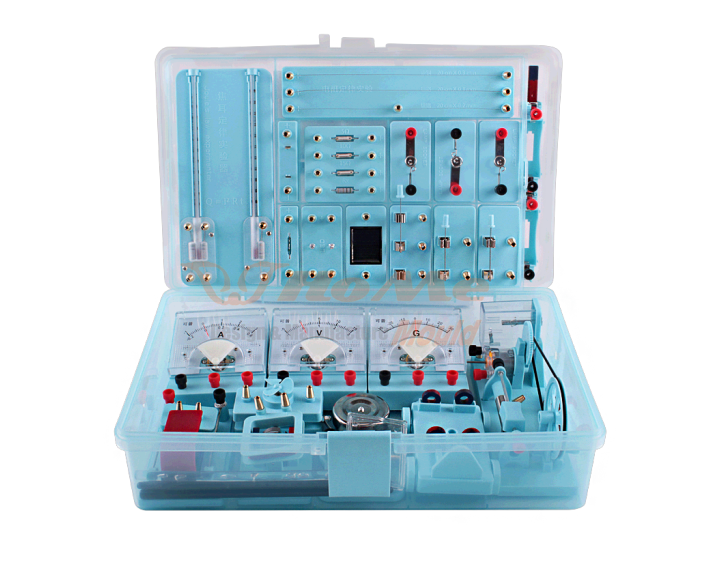
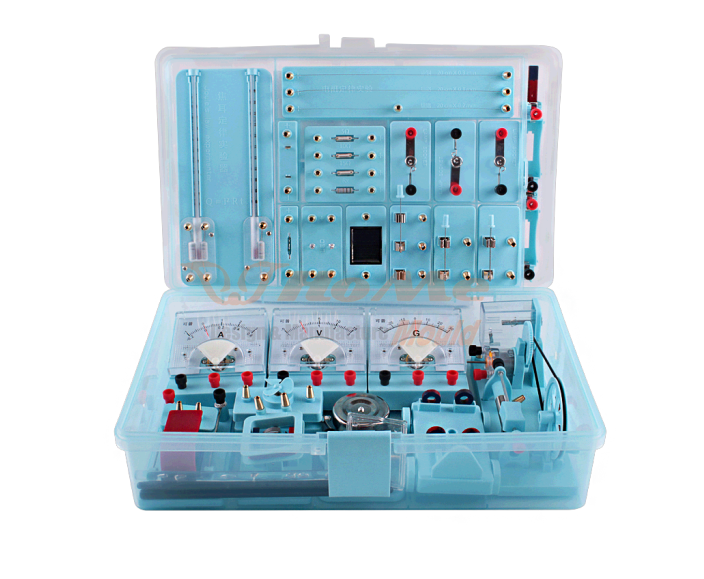
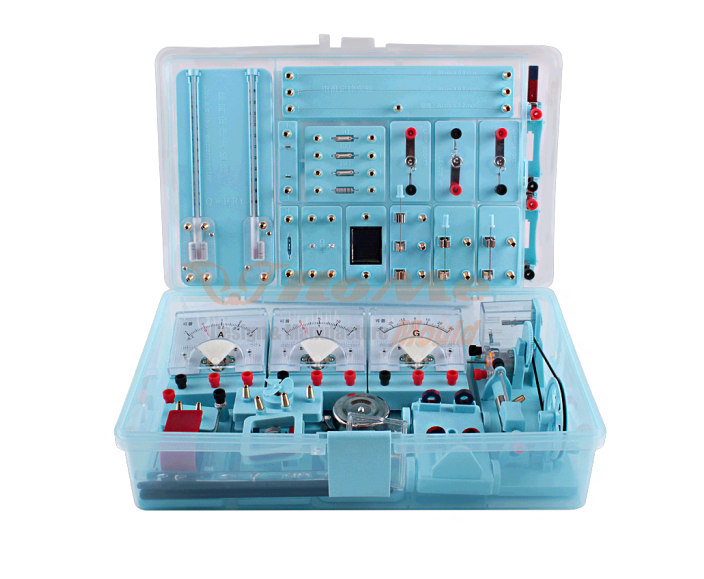
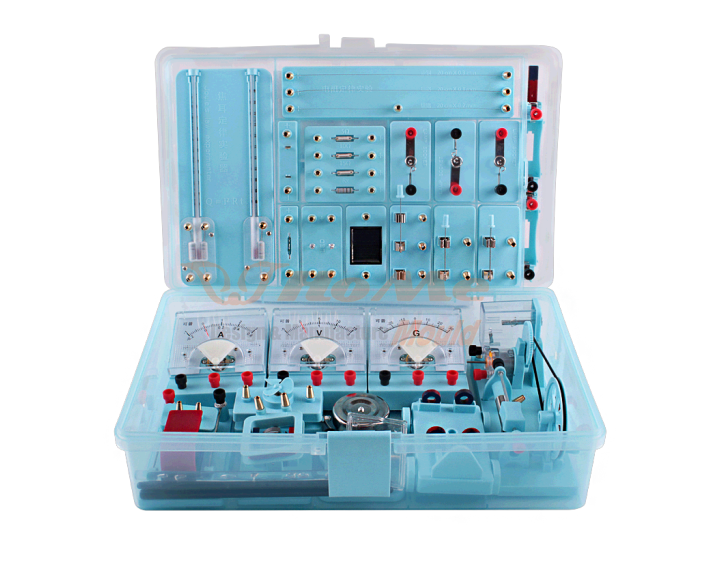
Kotak Penggunaan Belajar Anak Plastik
Sebagai manufaktur profesional, kami ingin memberi Anda Kotak Penggunaan Belajar Anak Plastik berkualitas tinggi. Dan kami akan menawarkan Anda layanan purna jual terbaik dan pengiriman tepat waktu. Kami adalah produsen Kotak Penggunaan Belajar Anak Plastik China profesional, jika Anda ingin tahu lebih banyak, Anda dapat menghubungi kami.
Hongmei adalah pabrik cetakan injeksi plastik, dan kami dapat memproduksi semua jenis kotak, seperti kotak perkakas industri, kotak pancing, kotak P3K, kotak pendingin, dan kotak rumah tangga lainnya.
Hongmei adalah pabrik cetakan injeksi plastik, dan kami dapat memproduksi semua jenis kotak, seperti kotak perkakas industri, kotak pancing, kotak P3K, kotak pendingin, dan kotak rumah tangga lainnya.
mengirimkan permintaan
Deskripsi Produk
Sebagai manufaktur profesional, kami ingin memberi Anda Kotak Penggunaan Belajar Anak Plastik berkualitas tinggi. Dan kami akan menawarkan layanan purna jual terbaik dan pengiriman tepat waktu.
Belajar Anak Plastik Gunakan Detail Cetakan Kotak
Baja Cetakan: H13
Ukuran Bagian: 330*330*390mm
Ukuran Cetakan: 660*660*580mm
Sistem Injeksi: Pin Injeksi
Pelari: Pelari dingin
Waktu Injeksi: 30 detik
Polandia: Kulit Berbutir
Waktu Pengiriman: 40 hari
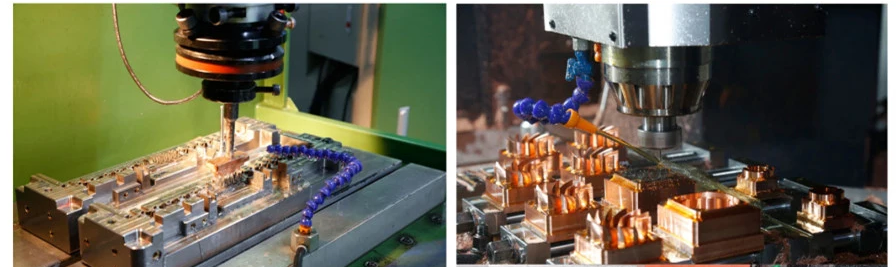
Cara Membuat Kotak Belajar Anak Plastik
Pertama, material baja harus dipilih untuk rongga cetakan dan bagian rongga inti cetakan. Selain itu, bahan baja dengan kekerasan tinggi harus digunakan sebagai dasar cetakan, dan kemudian bagian standar cetakan yang sesuai harus dipilih. Sistem pengisian bahan plastik yang baik memerlukan bantuan sistem hot runner khusus. Mencetak dan memastikan sistem pendingin terbaik
Desain struktur cetakan yang baik adalah dasar dari pembuatan cetakan yang berkualitas. Perancang dan penata cetakan perusahaan memiliki lebih dari 13 tahun pengalaman desain dan manufaktur cetakan profesional, dan dapat menganalisis semua aspek struktur cetakan dan struktur produk (termasuk: analisis aliran cetakan). , kemiringan pelepasan cetakan, mikrokosmos permukaan produk, desain sistem pengecoran, desain sistem pembuangan, desain sistem pendingin, dll.) Masalah yang paling penting dan tersulit dari cetakan ini adalah pengujian berulang-ulang saat merancang struktur cetakan.

Langkah utama pengujian cetakan
1. Periksa apakah bahan plastik di dalam tong sudah benar dan panggang sesuai kebutuhan.
2. Tabung bahan harus dibersihkan secara menyeluruh untuk mencegah lem atau campuran jelek masuk ke dalam cetakan, karena lem dan campuran jelek akan menyumbat cetakan. Periksa suhu tabung bahan dan cetakan untuk melihat apakah cocok untuk bahan tersebut.
3, sesuaikan tekanan dan injeksi untuk menghasilkan tampilan produk yang memuaskan, namun tidak dapat menjalankan flash, terutama rongga dan beberapa produk jadi tidak sepenuhnya beku, sebaiknya mempertimbangkan berbagai kondisi pengendalian, sebelum penyesuaian, karena pengisian cetakan perubahan tarif sedikit saja, akan menyebabkan perubahan besar.
4. Menunggu dengan sabar hingga mesin dan cetakan berada dalam kondisi stabil dapat memakan waktu lebih dari 30 menit, bahkan untuk mesin berukuran sedang. Gunakan waktu ini untuk melihat apa yang salah dengan produk akhir.
5. Waktu gerak sekrup tidak boleh kurang dari waktu pemadatan plastik pada gerbang, jika tidak, berat produk jadi akan berkurang dan kinerja produk jadi akan rusak. Saat cetakan dipanaskan, waktu gerak sekrup diperpanjang untuk menekan produk jadi.

6. Sesuaikan dan kurangi seluruh siklus pemrosesan secara wajar.
7. Keadaan stabil baru membutuhkan waktu setidaknya 30 menit dan kemudian terus menerus menghasilkan setidaknya 12 produk berbentuk penuh, paling banyak tanggal, kuantitas dan posisi individu, sesuai dengan rongga, stabilitas operasi inspeksi dan kontrol yang wajar dari toleransi keluar.
8. Ukur dan catat dimensi penting sampel kontinyu (setelah didinginkan hingga suhu kamar).
Bagaimana cara menghindari kegagalan cetakan injeksi?
Di antara lima bentuk dasar kegagalan cetakan, kegagalan kelelahan termal lebih mungkin terjadi pada cetakan pengerjaan panas dengan perbedaan suhu yang besar antara cetakan panas dan dingin, sedangkan empat bentuk berbeda lainnya dapat muncul pada semua jenis cetakan. Seringkali terdapat hubungan erat antara berbagai bentuk kegagalan dan fasilitasi antar interaksi.
Beberapa bekas alur akibat keausan sering kali rentan terhadap berbagai fenomena seperti retakan lelah dan retakan akibat panas, dan jika ada alur yang dalam dan tajam, maka dapat menjadi titik retak yang hanya terjadi satu kali saja. Setelah retakan lelah dan retakan lelah termal muncul pada permukaan bagian tersebut, kualitas permukaan akan sangat menurun, dan fenomena keausan akan semakin intensif. Ujung retakan akan menyebabkan berbagai konsentrasi tegangan dan akan menjadi sumber patah yang umum.
Meskipun keausan cetakan akan menyebabkan kegagalan bagian-bagian penting cetakan, dalam kondisi kerja normal normal, cetakan dapat bekerja secara stabil dan efektif untuk waktu yang lama sebelum keausan gagal. Faktanya, umur efektif cetakan yang kita bicarakan sebagian besar ditentukan oleh kegagalan keausan. Untuk cetakan ini, kegagalan keausan cetakan plastik mengacu pada hilangnya kinerja normalnya, dan umur pakai efektif adalah dasar untuk menentukan umur cetakan yang diharapkan.
Masa pakai efektif beberapa cetakan tugas berat seperti cetakan ekstrusi dingin terutama ditentukan oleh kegagalan kelelahan. Masa pakai efektif beberapa cetakan dengan perbedaan suhu yang besar antara dingin dan panas, seperti cetakan die-casting, terutama ditentukan oleh kegagalan kelelahan termal. Cetakan umumnya mempunyai umur efektif yang panjang sebelum kelelahan dan kegagalan kelelahan termal, namun kami masih secara rutin menganggapnya sebagai kegagalan awal cetakan. Jika ada masalah dengan kualitas cetakan, atau jika cetakan di-debug atau digunakan secara tidak benar, deformasi plastis dan kegagalan produk dapat terjadi pada berbagai tahap penggunaan cetakan, dan jika hal itu terjadi, konsekuensinya mungkin berakibat fatal bagi cetakan. cetakan. Mereka juga merupakan bentuk utama kegagalan pada tahap awal pembentukan jamur.
Cara menjamin dan meningkatkan umur cetakan cetakan injeksi, di satu sisi, melalui berbagai cara untuk memastikan dan meningkatkan ketahanan aus bagian-bagian penting cetakan sebanyak mungkin, sehingga cetakan memiliki kekerasan yang cukup untuk mencegah keausan dan pengurangan kehidupan, di sisi lain Berbagai tindakan harus diambil untuk mencegah kegagalan dini berbagai bagian cetakan, dan untuk memastikan bahwa cetakan dapat beroperasi dengan aman dan stabil selama masa pakai yang efektif.
Penghematan Cetakan &. Pemolesan
Pemolesan hemat cetakan adalah proses penggilingan permukaan inti cetakan dan inti cetakan dengan bahan abrasif seperti batu minyak, amplas, dll. Tujuannya adalah untuk menghilangkan pola api dan garis pisau pada proses awal cetakan, dan untuk membuat produk plastik mudah dibongkar selama injeksi dan membuat permukaan inti cetakan mencapai kehalusan produk plastik yang dibutuhkan.
Pemolesan hemat cetakan umumnya dibagi menjadi pengertian luas dan sempit dalam industri.
Pengertian sempit umumnya mengacu pada bahan abrasif yang digunakan yaitu amplas dan batu asah. Permukaan cetakan yang dipoles umumnya halus, dan tidak akan memiliki hasil akhir yang tinggi dan permukaan cermin, yang merupakan proses penggilingan awal dari proses pemolesan hemat cetakan. Kehalusan yang dicapai dengan penggilingan dibagi dari rendah ke tinggi: B3.B2.B1, nomor amplas yang sesuai adalah: 400, 800, 1200.
Generalisasi pemolesan hemat cetakan umumnya juga mencakup prosedur pemolesan cetakan.
Bahan abrasif yang digunakan untuk pemolesan cetakan umumnya: roda wol, lembaran kain kempa, kertas foil, pasta gerinda berlian. Peralatan pemoles cetakan yang digunakan umumnya berupa mesin pemoles cetakan ultrasonik pneumatik atau elektrik. Permukaan yang dicapai dengan pemolesan cetakan adalah permukaan cermin, dan proses pemolesan cetakan disebut juga pemolesan cermin.
Permukaan cermin yang dipoles dengan cetakan dibagi menjadi A2 / A1 / A0 dari rendah ke tinggi. Produk yang sesuai dengan tingkat akhir umumnya:
A2: Peralatan rumah tangga konvensional seperti pengering rambut,
A1: Cangkang ponsel mengkilap, cetakan lampu mobil
A0: Aksesori ponsel Apple seperti charger, lensa transparan
Cetakan Apa yang Dibuat oleh HongMei?
Cetakan Kursi: termasuk kursi PP biasa, kursi PC, kursi rotan, juga dengan kursi pantai, kursi dengan/tanpa tangan, kursi bus, dll. Kita dapat mengontrol teknologi bantuan gas selama pembuatan cetakan; kami membantu pelanggan untuk memecahkan masalah penumpukan kursi; kita dapat menemukan solusi untuk mewujudkan penggantian sisipan pada mesin injeksi.
Cetakan Tabel: selama desain, kami akan mempertimbangkan untuk membuat struktur anti-deformasi untuk menghindari deformasi setelah injeksi.
Cetakan Keranjang: kami memiliki serangkaian teknologi matang untuk cetakan keranjang plastik, termasuk cetakan keranjang buah, cetakan keranjang sayur, cetakan keranjang belanja, cetakan keranjang cucian, cetakan keranjang pembuangan, keranjang buah lipat, cetakan keranjang plastik genggam dan sebagainya.
Cetakan Wadah Penyimpanan: cetakan wadah tunggal, set loker penyimpanan lengkap, cetakan wadah transparan, cetakan wadah berdinding tipis.
Cetakan Peralatan Dapur: termasuk cetakan peralatan makan, cetakan rak piring, cetakan talenan plastik, cetakan keranjang sayuran plastik, cetakan tiriskan dan keranjang, cetakan sendok air, cetakan piring plastik, cetakan baskom, cetakan kisi es, cetakan pengupas, cetakan pembuka botol dan segera.
Cetakan Peralatan Rumah Tangga: termasuk cetakan AC, cetakan TV, cetakan mesin cuci, cetakan pengering tangan, cetakan kipas, cetakan penutup baterai, dll.
Cetakan Suku Cadang Mobil: cetakan bemper otomatis, cetakan kisi-kisi otomatis, cetakan interior otomatis, cetakan lampu otomatis, cetakan pintu otomatis, dll.
Cetakan plastik termasuk cetakan kecil dan besar, cetakan struktur sederhana dan struktur kompleks, cetakan satu bagian dan cetakan bagian perakitan, bagian non-transparan dan cetakan bagian transparan, kami dapat menyediakan solusi cetakan yang masuk akal dan profesional kepada pelanggan untuk mendapatkan win-win.
Juga Cetakan Hongmei dapat membuat cetakan die casting aluminium, cetakan SMC/BMC, dll.
Hubungi saya
Tag Panas: Kotak Penggunaan Belajar Anak Plastik, China, Disesuaikan, Kualitas, Fashion, Gaya Baru, Jual Panas, Populer, Murah, Beli, Jual Terbaru, Grosir, Terbaru, Harga Murah, Pabrik, Buatan China, Harga, Produsen, Pemasok, OEM, ODM, Pengiriman Tepat Waktu, Sampel Gratis
mengirimkan permintaan
Jangan ragu untuk memberikan pertanyaan Anda dalam formulir di bawah ini. Kami akan membalas Anda dalam 24 jam.








X
Kami menggunakan cookie untuk menawarkan Anda pengalaman penelusuran yang lebih baik, menganalisis lalu lintas situs, dan mempersonalisasi konten. Dengan menggunakan situs ini, Anda menyetujui penggunaan cookie kami.
Kebijakan Privasi